







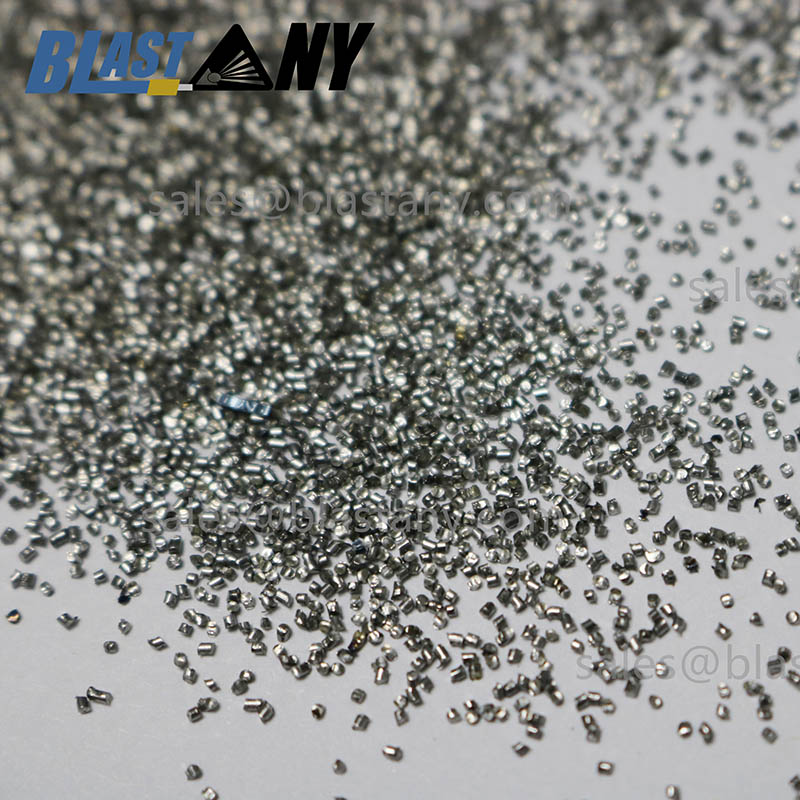




Сачма од нерђајућег челика са технологијом атомизационог обликовања
Поље примене
1.Површинска завршна обрада ливеног алуминијума и цинка и чишћење површине ливеног алуминијума у песку. Прскање и полирање површине вештачког мермера. Чишћење и завршна обрада површине од високолегираног челика од оксидног слоја, блока мотора од алуминијумске легуре и других великих делова ливеног под притиском, обрада површине са ефектом мермера и противклизна обрада.
2.Ливење алуминијума и цинка под притиском, чишћење површине прецизног ливења, храпављење површине пре специјалног премазивања, рафинисано полирање прскањем алуминијумског профила ради уклањања површинских линија екструзије, рафинисано полирање прскањем површине бакарно-алуминијумских цеви и рафинисано полирање прскањем посуде и вентила од нерђајућег челика.
3. Очистите алате за хладно ливење, хромиране калупе за ковање и гуме, обновите поклопац пумпе компресора аутомобилског мотора, ојачајте прецизни зупчаник и опругу стартера и полирајте површину резервоара од нерђајућег челика прскањем.
4.Ливење од алуминијума и цинка под притиском, кућиште мотора мотоцикла, глава цилиндра, карбуратор, кућиште пумпе за гориво мотора, усисна цев, брава аутомобила. Површина профила точка ливена под притиском под притиском мора бити очишћена и завршна обрада пре фарбања. Завршна обрада површине и чишћење делова од бакра, алуминијума и нерђајућег челика, делова од нерђајућег челика ливених инжењерским поступцима итд.
Технички параметри
| Пројекат | 304 Квалитет | 430 Квалитет | |
| Хемијски састав% | C | 0,08-1,0 | <0,2 |
| Si | 0,4-1,2 | <1,5 | |
| Mn | 0,35-1,2 | 0,8-1,2 | |
| S | <0,05 | <0,05 | |
| P | <0,05 | <0,05 | |
| Cr | 15-16,5 | 15-17 | |
| Ni | 5-8% | 0 | |
| Тврдоћа | HRC40-50 | HRC35-50 | |
| Густина | 7,00 г/цм3 | ||
| Микроструктура | аустенитни | Ферит | |
| Изглед | Сферни Шупље честице=0% Шупље честице=0% | ||
| Тип | 14-18# / 16-20# / 20-25# / 25-30# / 30-40# / 40-70# / 70-140# / 140-270# | ||
| Паковање | Свака тона у посебној палети и свака тона подељена у пакете од 25 кг. | ||
| Издржљивост | 27000~28000 пута | ||
| Густина | 7,0 г/цм3 | ||
| Примена | Углавном се користи за уклањање неравнина и површинску завршну обраду алуминијумског ливења под притиском, ливења цинкових легура под притиском и ливења магнезијумских легура под притиском; површинску завршну обраду прецизног ливења, ливења од нерђајућег челика и пејзажних блокова; израду стакла, чишћење површина и разне претходне обраде калупа за ливење под притиском. | ||
Примена
| ТИП | Препоручени обим употребе |
| 14-18# | Очистите алате за хладно ливење, хромиране калупе за ковање гума, обновите поклопац пумпе компресора аутомобилског мотора, ојачајте прецизни зупчаник и опругу стартера и полирајте површину посуде од нерђајућег челика прскањем. |
| 16-20# | Ливење алуминијума и цинка под притиском, чишћење површине прецизног ливења, храпављење површине пре специјалног премазивања, рафинисано полирање прскањем алуминијумског профила ради уклањања површинских линија екструзије, рафинисано полирање прскањем површине бакарно-алуминијумских цеви и рафинисано полирање прскањем посуде и вентила од нерђајућег челика. |
| 20-25# | Ливење од алуминијума и цинка под притиском, кућиште мотора мотоцикла, глава цилиндра, карбуратор, кућиште пумпе за гориво мотора, усисна цев, брава аутомобила. Површина профила точка ливена под притиском под притиском мора бити очишћена и завршна обрада пре фарбања. Завршна обрада површине и чишћење делова од бакра, алуминијума и нерђајућег челика, делова од нерђајућег челика ливених инжењерским поступцима итд. |
| 25-30# | Завршна обрада површине ливења алуминијума цинком под притиском, чишћење површине ливења алуминијума у песку. Површина вештачког мермера се прска и полира. |
| 30-40# | Поред wg40 функције, површина одливка од нерђајућег челика је глатка и фина. Третман уклањања каменца од отковака од легираног челика. Ефекат завршне обраде површине од вештачког мермера и третман против клизања. |
| 40-70# | Оксидна обрада површине од ливења високолегираног челика, блок мотора од легуре алуминијума и други велики делови од ливеног лива, обрада површине са ефектом мермера и третман против клизања. |
| 70-140# 140-270# | Површина формираног челичног одлива се одзрачује пре премазивања, главчине аутомобилских точкова, обраде кућишта мотора, храпавости и противклизне обраде гранитних производа и мермерних степеница. |
Грануларност
| Екран НЕ. | Величина екрана мм | In | 14-18 | 16-20 | 20-25 | 25-30 | 30-40 | 40-70 | 70-140 | 140-270 |
| 14 | 1.4 | 0,0555 |
|
|
|
|
|
|
|
|
| 16 | 1.18 | 0,0469 |
|
|
|
|
|
|
|
|
| 18 | 1 | 0,0394 |
|
|
|
|
|
|
|
|
| 20 | 0,85 | 0,0331 |
|
|
|
|
|
|
|
|
| 25 | 0,71 | 0,0278 |
|
|
|
|
|
|
|
|
| 30 | 0,6 | 0,0234 |
|
|
|
|
|
|
|
|
| 35 | 0,5 | 0,0197 |
|
|
|
|
|
|
|
|
| 40 | 0,425 | 0,0165 |
|
|
|
|
|
|
|
|
| 50 | 0,3 | 0,0117 |
|
|
|
|
|
|
|
|
| 70 | 0,212 | 0,0083 |
|
|
|
|
|
|
|
|
| 100 | 0,15 | 0,0059 |
|
|
|
|
|
|
|
|
| 140 | 0,106 | 0,0041 |
|
|
|
|
|
|
|
|
| 270 | <0,05 | <0,0019 |
|
|
|
|
|
|
|
|
Категорије производа
-

Дуготрајни стаклени абразиви гранулације 30-90, јефтини...
-

Стаклене перле са индексима преламања од 1,9 и 2,2
-

Жичани сачмићи високе чврстоће отпорни на замор
-

Висококвалитетна сачма од ливеног челика са високом отпорношћу на хабање...
-

Издржљива тврда влакнаста грит од љуски ораха
-

Природни абразивни клипови кукуруза без огреботина...
