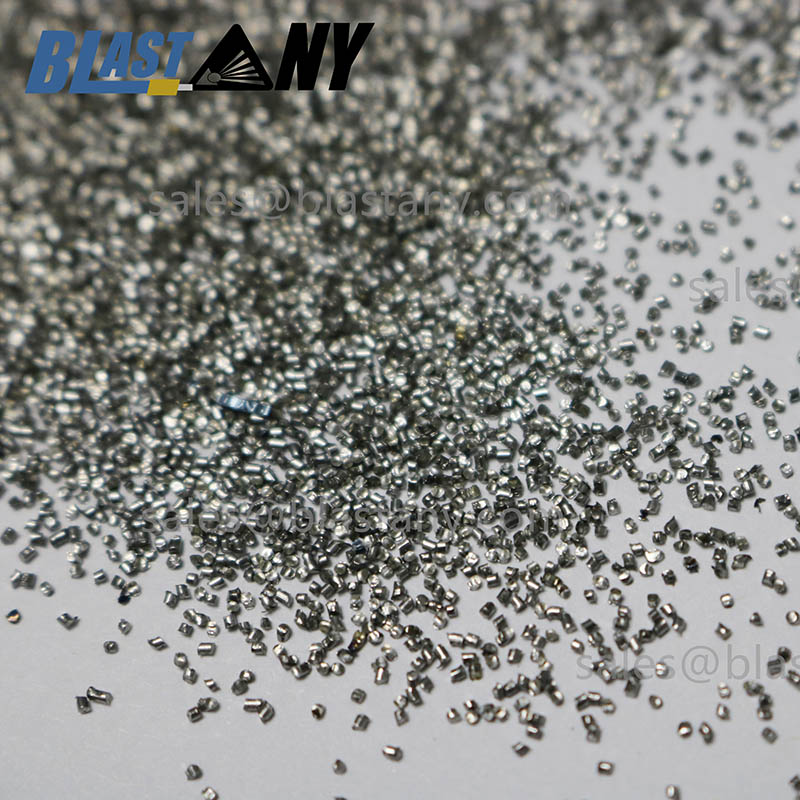
Сачма од нискоугљеничног челика












Грузијски
Мађарски
1.Исландски
2.Игбо
3. Јавански
4.Канада
Казашки
| Кмер | курдски | Киргиз | |
| Латински | C | Летонски | <Луксембург.. |
| Si | Македонски | <Малајски | |
| Mn | Малајалам | Малтешки | |
| S | Бурмански | Бурмански | |
| P | Бурмански | Бурмански | |
| Cr | Непалски | Норвешки | |
| Ni | Пашту | 0 | |
| Персијски | Панџапски | Српски | |
| Украјински | Синхалски | ||
| Словачки | Словеначки | Сомалијски | |
| Самоански | Шкотски галски Синди Синди | ||
| Сундански | Свахили | ||
| Таџик | Тамилски | ||
| Телугу | Тајландски | ||
| Украјински | Урду | ||
| Велшки | Вијетнамски | ||
Велшки
| Коса | Јидиш |
| Јоруба | Зулу |
| Кињаруанда | Татар |
| Оријска | Туркменски |
| Ујгур | Aluminum zinc die casting surface finishing, aluminum sand casting surface cleaning. The surface of artificial marble is sprayed and polished. |
| 30-40# | In addition to wg40 function, the surface of stainless steel casting is smooth and fine. Descaling treatment of alloy steel forgings. Artificial marble surface finishing effect and antiskid treatment. |
| 40-70# | High alloy steel casting surface oxide skin, aluminum alloy engine block and other large die casting parts cleaning and finishing, marble surface effect treatment and anti-skid treatment. |
| 70-140# 140-270# | The surface of the formed steel casting is deaerated before coating, automobile wheel hub, engine shell treatment, granite products and marble steps roughening and anti-skid treatment. |
Granularity
| ScreenNO. | Screensize mm | In | 14-18 | 16-20 | 20-25 | 25-30 | 30-40 | 40-70 | 70-140 | 140-270 |
| 14 | 1.4 | 0.0555 |
|
|
|
|
|
|
|
|
| 16 | 1.18 | 0.0469 |
|
|
|
|
|
|
|
|
| 18 | 1 | 0.0394 |
|
|
|
|
|
|
|
|
| 20 | 0.85 | 0.0331 |
|
|
|
|
|
|
|
|
| 25 | 0.71 | 0.0278 |
|
|
|
|
|
|
|
|
| 30 | 0.6 | 0.0234 |
|
|
|
|
|
|
|
|
| 35 | 0.5 | 0.0197 |
|
|
|
|
|
|
|
|
| 40 | 0.425 | 0.0165 |
|
|
|
|
|
|
|
|
| 50 | 0.3 | 0.0117 |
|
|
|
|
|
|
|
|
| 70 | 0.212 | 0.0083 |
|
|
|
|
|
|
|
|
| 100 | 0.15 | 0.0059 |
|
|
|
|
|
|
|
|
| 140 | 0.106 | 0.0041 |
|
|
|
|
|
|
|
|
| 270 | <0.05 | <0.0019 |
|
|
|
|
|
|
|
|
Write your message here and send it to us







-

Phone
-

E-mail

